پایان نامه فورجینگ دورانی
توضیح مختصر:
روش آهنگری یکی از کهن ترین روش های فرم دهی فلزات می باشد که در دوران گذشته فلز مورد نظرشان را تا حد لازم گداخته و سرخ می کردند و بعد با یک انبر آن را بر روی سندان نگه می داشتند و چکش کاری می کردند تا شکل موردنظر را پیدا کند و گاهی فلز گداخته را با چکش خواری در داخل یک قالب شکل می دادنددسته بندی: مهندسی » مهندسی مکانیک
فرمت فایل دانلودی: zip
فرمت فایل اصلی: doc
تعداد صفحات: 70
حجم فایل:12,590 کیلوبایت
قیمت: 15000 تومان
دانلود پایان نامه در مورد فورجینگ دورانی،
در قالب doc و در 70 صفحه، قابل ویرایش، شامل:
پیش گفتار
تقدیم نامه
فهرست مطالب
فهرست تصاویر
فهرست جداول
چکیده
فصل اول: آشنایی با فرآیند آهنگری
1-1- تعریف فورج
1-2- مزایای فرایند فورج
1-3- معایب فرایند فورج
1-4- انواع روش های فورج
فصل دوم: مبانی آهنگری چرخشی
مقدمه
شبیه سازی فرآیند
نحوه انجام فرآیند فورج چرخشی
فصل سوم: تولید قطعات استوانه ای
مقدمه
تعیین شرایط فرم دهی رینگ
شبیه سازی در نرم افزار ABAQUS
اعتبار بخشیدن به نتایج شبیه سازی
نتایج شبیه سازی و تحلیل آن ها
توزیع تنش وارد بر رینگ
نیرو و توان حاصل از فرآیند فورج چرخشی
فصل چهارم: تولید چرخ دنده مخروطی
مقدمه
سابقه علمی موضوع
هدف از فورج چرخشی چرخدنده ها
تولید چرخ دنده به کمک فورج گردشی
شبیه سازی بیلت ها
شبیه سازی جریان مواد
فصل پنجم: قالب های آهنگری چرخشی
مقدمه
معرفی
مشخصات قسمت فورج شده
طرح های پیش سازی، پروفیل های سنبه و پیکربندی قالب
شبیه سازی های عددی اجراهای آزمایش
نتایج آزمایش
نتایج ابزار مختلف و پیش سازی طرح ها
ابزار طرح با رینگ مستحکم شده
فصل ششم: دستگاه های آهنگری چرخشی
آشنایی کلی
دستگاه فورج گردشی شرکت GFM
به دست آوردن تناژ پرس در فورج چرخشی
نتیجه گیری
پیوست
منابع
چکیده (به انگلیسی)
عنوان (به انگلیسی)
مقدمه پایان نامه:
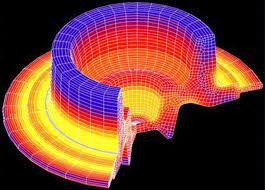
روش آهنگری، یکی از کهن ترین روش های فرم دهی فلزات می باشد که در دوران گذشته فلز مورد نظرشان را تا حد لازم گداخته و سرخ می کردند و بعد با یک انبر آن را بر روی سندان نگه می داشتند و چکش کاری می کردند تا شکل موردنظر را پیدا کند و گاهی فلز گداخته را با چکش خواری در داخل یک قالب شکل می دادند و فلز گداخته شکل قالب را به خود می گرفت .پروسه ی آهنگری نوین نیز بر همین اساس استوار شده است. در روش فورج ، قطعه ی اولیه که لقمه نامیده می شود در میان دو نیمه ی قالب قرار می گیرد و نیرویی زیاد به صورت آرام و گاهی ضربه ای به آن وارد می شود. به این ترتیب قطعه گداخته در محیط قالب، شکل و فرم داخل قالب را به خود می گیرد و فلز اضافی به حفره ی فلاش وارد می شود که بعداً از قطعه جدا می شود و دور ریز قطعه ی فورج شده محسوب می گردد. در فورج چرخشی محور قالب بالایی در یک زاویه کمی نسبت به محور قالب پایین انحراف دارد که باعث می شود نیروی فورج فقط به سطح کوچکی از قطعه کار وارد شود. وقتی که یک قالب نسبت به دیگری می چرخد، سطح تماس بین قالب و قطعه کار که به آن اصطلاحاً رد پا (اثر قالب) گویند، به صورت پیوسته داخل قطعه کار توسعه پیدا می کند و تدریجاً تغییر شکل صورت می گیرد تا زمانی که شکل نهایی تشکیل یابد. زاویه انحراف بین دو قالب نقش بسیار مهمی در اندازه نیرویی که به قالب وارد می شود دارد. زاویه انحراف بیشتر باعث رد پای کوچکتر و اندازه نیروی کمتر برای کامل کردن همان مقدار تغییر شکل در مقایسه با سطح تماس بیشتر می شود. این زاویه انحراف معمولاً حدود 2-1 درجه است. توجه به این نکته ضروری است که هر چقدر این زاویه انحراف بیشتر باشد، طراحی و نگهداری و تعمیرات آن مشکل تر است. معمولی ترین روش این پروسه زمانی است که قالب بالایی به دور محور قالب پایینی بچرخد. قطعاتی مانند چرخ دنده ها، فلانچ ها، توپی ها، بادامک ها، یاتاقان غلتکی، مخروطی را می توان با این روش تولید کرد. این قطعات متقارن محوری هستند و توسط حرکت دورانی فرم داده می شوند. این پروسه مخصوصاً برای قطعاتی که دارای نسبت طول به قطر بالا هستند، مورد استفاده قرار می گیرد. قطعات تولیدی فولادی با درجه سختی راکول C قابلیت فورج دوار خوبی دارند. عموماً مواد سخت تر باید فورج گرم شوند.
عبارات و جملات کلیدی
- فورجینگ دورانی
- پایان نامه فورجینگ دورانی
- تحقیق فورجینگ دورانی
- پروژه فورجینگ دورانی
- مقاله فورجینگ دورانی
- تحقیق در مورد فورجینگ دورانی
- مکانیک فورجینگ دورانی
- آهنگری فورجینگ دورانی
- آشنایی با فورجینگ دورانی
- فورجینگ دورانی چیست
- فرآیند آهنگری
تصادفی
